Silicone Emulsion
Foam Contol Application
Background
Use of defoaming agents in the pulp and paper industry has evolved over time from use of simple petroleum based products such as kerosene to the state of the art free rinsing silicone emulsions offered by StarChem, LLC. The introduction of new processes and equipment along with the advancement of the defoamer chemistries employed has necessitated different application strategies to maximize product effectiveness. The following is a guide to the application of these new emulsion products to the most common pulping processes in use today.
General Product Characteristics
StarChem’s free rinsing silicone emulsions are different in character from other product types in several key areas. Many of the products on the market are much more insoluble in the process liquor and tend to travel with the fiber downstream. This lack of solubility also requires addition points where these products will have adequate time and agitation to sufficiently disperse into the system so that they perform optimally. These factors result in higher addition rates early in the process so that the latter stages of washing or screening are in control. Typical product types included in this class are oil based, concentrated silicone based, and most currently available silicone emulsion formulations. In many cases the use of these product types in the final washing stages produces poor results or negative downstream impacts such as increased deposition or other quality issues. In this situation a second less problematic product is usually employed to handle the applications, increasing product application complexity. Previous modifications to these products to improve dispersibility have resulted in a significant reduction in performance in the earlier washing stages resulting in higher overall usage rates. The new generation of silicone emulsions from StarChem provide a unique blend of properties that overcome many of the above issues. These products exhibit both excellent defoaming and long term control in the early stages of washing along with high dispersibility in the latter washing and screening stages. This provides optimum flexibility, with product applied as needed to the various problem areas throughout the system resulting in lower overall dosage and cost with improved washing system performance.
Overall Application Considerations
There are several different types of washer systems in use currently, each with particular operational parameters that require specific addition strategies. However, there are some overall trial/product replacement methodologies used for free rinsing silicone emulsions regardless of the washer system involved.
Feed points: As mentioned above, when replacing oil based or concentrated silicone products a redistribution of feed locations and amounts will be necessary. This is also true of the more insoluble competitive emulsion products, but generally less modification is required. These recommended feed points will be covered in more detail in the individual equipment sections. However, there are some common rules to use for all systems to improve performance.
- Do not place the feed point for the emulsion too far upstream of the location to be controlled, as this will often reduce effectiveness.
- Avoid applying the emulsion to the suction side of a pump, as the high shear may damage the product.
- When locating feed bins or routing feed lines avoid high or low temperature areas to prevent product damage prior to reaching the feed location – Insure feed points are not plugged and use check valves when feeding to pressurized lines.
- Set up capability to measure individual feed point flows to ease optimization.
- 20 to 50% of the current oil based volume. The higher end of the range would be used at startup/transition, the lower end at full optimization.
- Similar to 25% higher volume of the current concentrated silicone product. In some cases usage may be slightly less.
- Similar to 25% less than the current silicone emulsion product volume.
- A rough distribution of volumes to the system is 60 to 75% to the initial washing stage, 20 to 40% to the intermediate stages, and 10 to 15% to the latter washing stages. This will be very dependent on the system design and operating parameters.
Rotary Vacuum Washers
These systems employ a series of three to four wire mesh covered drums in series rotating in vats of pulp stock. Liquor is drained from the stock through the wire mesh creating a pulp mat. Shower water is applied to the mat via a series of shower bars or weirs. The liquor from the drained vat stock along with shower water passed through the mat travels through a long vertical down-leg to the filtrate tank which creates a vacuum inside the drum. The pulp mat is removed from the wire and re-diluted and re-pulped then sent to the next stage vat. Fresh shower water is introduced to the last washing stage and the filtrate from this stage is used in countercurrent fashion as dilution liquor and shower water on the previous stage.
Key operating parameters to these systems are vat inlet consistency, vacuum developed, and amount of shower water applied/filtrate tank levels. Control parameters are typically conductivity of the liquor in the final washed pulp mat and solids content of the filtrate removed from the first washing stage.
Air entrained with the pulp stock in the vat will reduce drainage rate and lead to loss of developed vacuum and/or reduced throughput capacity and potential vat overflows. Finely entrained air in the formed pulp mat will impede displacement of the dirtier vat liquor by the cleaner shower water resulting in poor washing efficiency with higher carryover of dirty liquor to the next stage. This can result in higher than desired mat conductivity which leads to production throughput reductions or higher fresh water shower usage resulting in lower than desired filtrate solids percentage.
Defoamer application points are designed to remove the air from the stock and formed mat to prevent the above problems. A graphic overview is shown in the following figure, with the common feed points designated in red and less typical points shown in green.
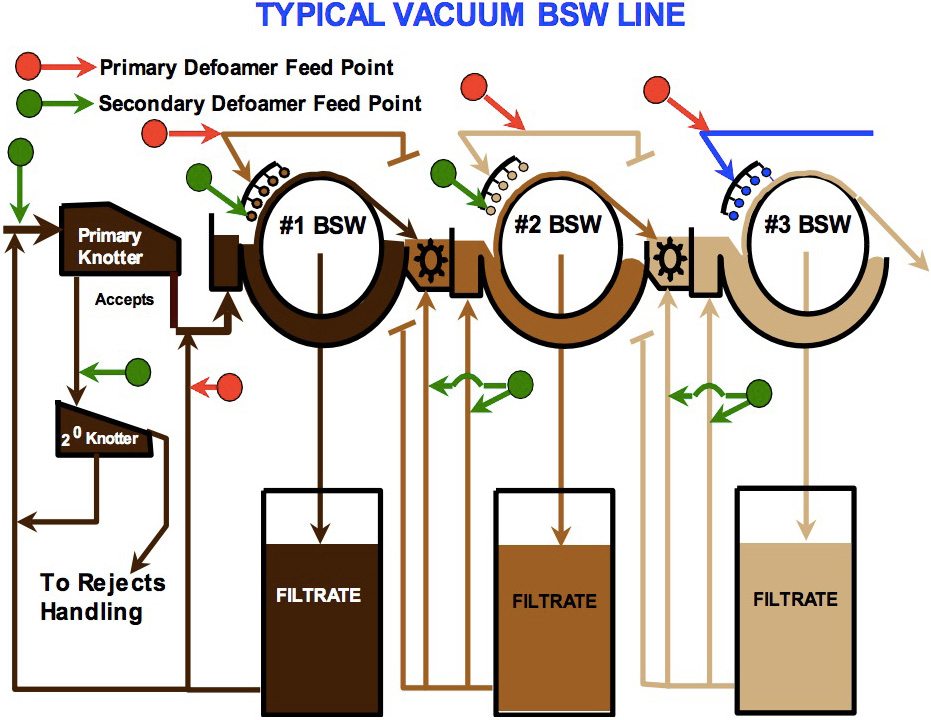
- Initial washing stage/stock approach: A feed point to the stock flow to the first washing stage is common, with the actual location being the primary knotter accepts line or dilution to the knotter accepts/washer prior to the vat. In addition, a feed point to the entire shower header is used to help deaerate the mat and provide some control for the second stage washer vat. In the past oil bases were fed to the lower shower bar or bars of the washer to help control the vat. This should be avoided if possible, and the whole header fed to improve coverage and maximize the emulsion performance. Often a small feed is used at the knotter rejects screen or tank to hold down surface foam. This is often a spot where over usage can occur as it is not critical to the process and is often not given attention.
- Intermediate stages: Feed will depend on how an individual system performs. A feed to the shower header of the intermediate stages is used, and at times a feed to the inlet stock is also used, particularly for the second washing stage. This feed point is generally to the vat dilution or the repulper dilution of the previous stage. This point is not typically used for subsequent stages unless it is a stage following screening.
- Latter washing stages: A feed to the shower header is typically the only feed point used. However, if the stage is one following a screening operation (often termed a decker), a feed to the inlet stock may be needed. A feed point to the fresh water shower on the last washing stage is generally not used.
Belt Washers
Unlike the rotary vacuum washers, these washers form the initial pulp mat on a traveling synthetic wire which is then showered by subsequent washing stages without any redilution or repulping. Liquor is drawn into trays from the mat by pumps and a slight overpressure provided by air blowers that remove air from the system and reintroduces it into a sealed hood that covers the entire washing belt. There are generally two formation zone stages followed by five to six wash stages, with the filtrates used counter currently as showers to the previous stage, as shown in the next figure.
Key operating parameters are the inlet flow and consistency, blower amperage loading, liquor transfer rate among the stages, shower water applied, and loading on the wire transfer rolls and drives. The usual key control measurement is the conductivity of the pulp traveling off the end of the washer. Since the mat is only formed once, poor mat formation due to air entrainment or other factors is a major issue. Also, the applied showers must drain sufficiently to avoid carryover to the next section (known as “flooding”) which unbalances the liquor transfer among the stages and can lead to high carryover off the end of the washer along with high loading on the belt and tension roll drives. Also, many times the foam will be generated by the action of the blowers and sucked into the units causing high amperage or kickout which will cause loss of overpressure and cause poor washing/flooding.
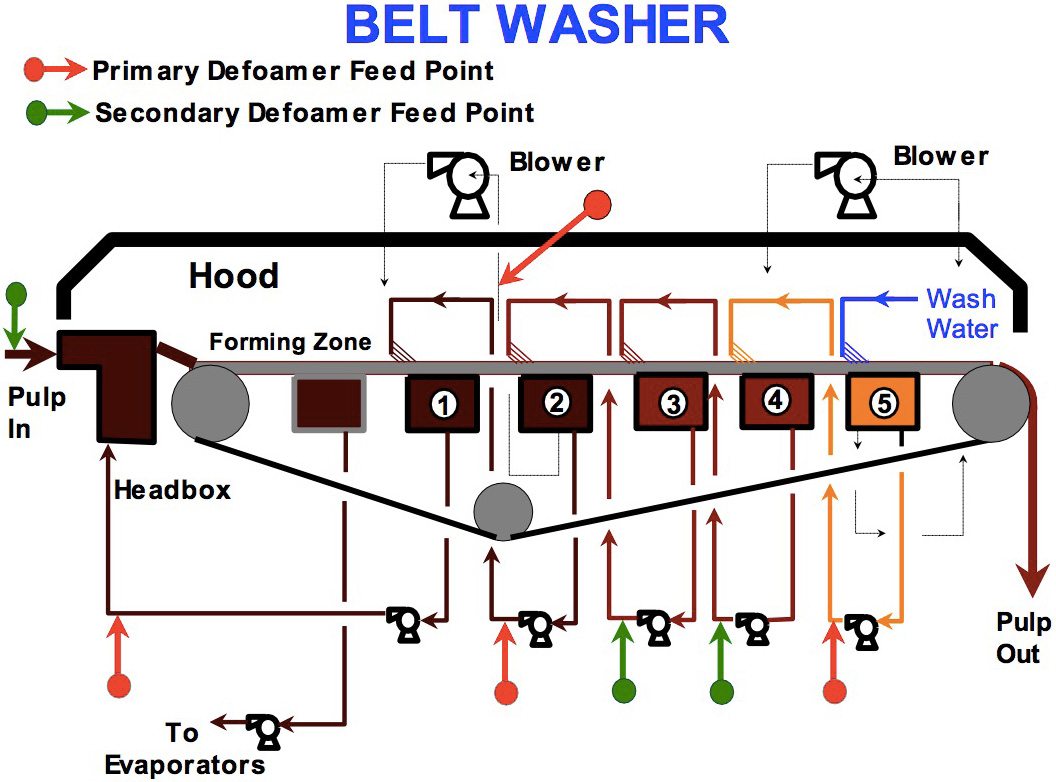
- Initial washing stage/stock approach: These feed points are similar to those of the vacuum system, with feed to the stock inlet provided by an addition point to the primary knotter accepts or dilution line. Inlet consistencies are higher (3-4% vs 1-3%) than vacuum washers, so at times there is no dilution line after the knotter.
- Washing stages: Locations are variable based on each individual washer, but generally the first, third, and next to last showers will be fed. Other stages may require feed points so the option to feed any of the stages needs to be available. In addition a small feed to one of the blower feed silos will be needed to prevent entraining foam into the blower. This is usually the first, i.e. at the front of the washer, but at times can be the second depending on configuration.
Compaction Baffle Washers
These washers are fully enclosed, with the inlet stock pumped to a rotating drum through an adjustable shoe (the “compaction baffle”) which compresses and dewaters the stock and forces the liquor through the drum into internal pans. Most systems use two to three units in series. The stock passes up the baffle on the drum through washing ponds instead of showers, although some units have showers after the ponds. Air is drawn from the internal area of the drum and blown into the washing hood to provide a pressure differential to push the pond water through the formed mat. The pulp is removed from the drum and re-pulped, sent to an intermediate pulp tank, then pumped to the next washer. The face of the rotating drum is cleaned by a shower and this flow returned to the system, often termed a “crumb sluice”. As with other systems, the filtrates are reused counter currently as dilution and pond/shower water to the previous systems.
As with the belt washer, inlet consistencies are higher than vacuum systems. Due to the system being under pressure, higher inlet temperatures may be seen and this is the reason this type unit is used in conjunction with oxygen delignification systems, as no intermediate cooling is necessary. A key difference in this system is that since much of it is under pressure, there are few areas to allow the entrained air to escape except for filtrate tanks and the intermediate stock feed chests. This means aerated stock sent to the washer will drain poorly and can not be addresses at the washer itself. The filtrate tanks in the system are also generally much smaller than those in the vacuum systems and turn over faster, but allow less time for the air to separate out and may not provide adequate soap separation in softwood systems. Finally, if these washers drain poorly they will cause high drum rpm levels which will overload the drive motor causing a kickout. This will create plugging in the washer, often requiring a shutdown to clean it out. Cooling time is required prior to cleanout for high temperature stages, causing significant production loss.
Key operating parameters include stock flow rate, drum rpm, drive motor loading, pond/shower water flow and level, and stock tank levels. Control parameters include final pulp conductivity and first stage solids percentage.
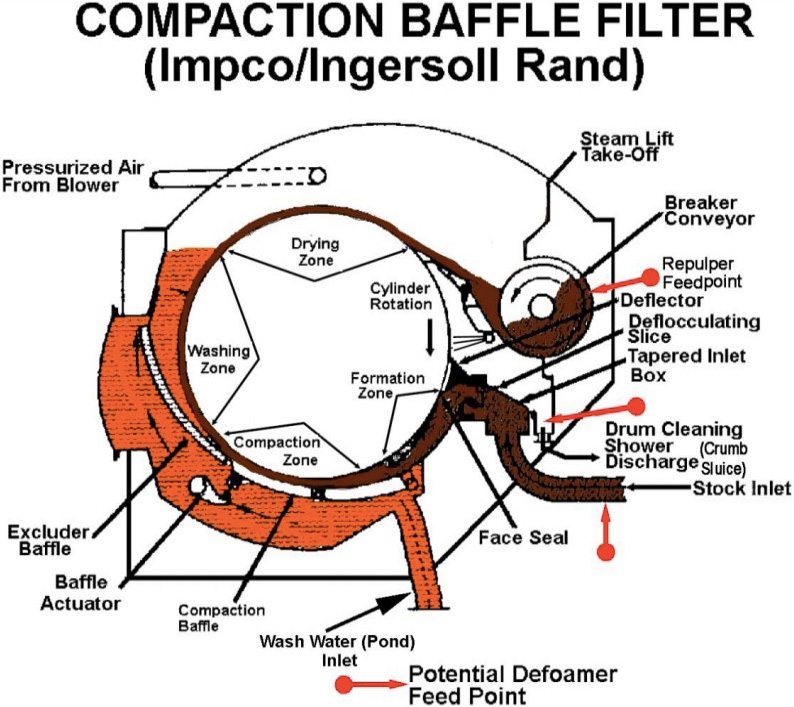
- Initial washing stage/stock approach: As with all systems the stock feed is treated via a feed point to the primary knotter accepts or dilution prior to the first washer. The other feed point is typically the washer repulper to help control the second stage. At times a feed may be necessary to the crum sluice, as this spot generates a lot of foam which is returned to the system. Some systems also use a feed point to one of the filtrate tanks, particularly if soap levels are high in the system. Showers or ponds are not typically fed.
- Intermediate stages: A feed point to the stock feed tank or washer inlet may be used to supplement the repulper feed from the previous stage. As with the first stage, the repulper and crumb sluice are common feed points.
- Final stage: Often no feed point is used on this stage. A feed to the stock feed tank or washer inlet may be used to supplement the repulper feed on the previous stage, or a crumb sluice feed may also be needed.
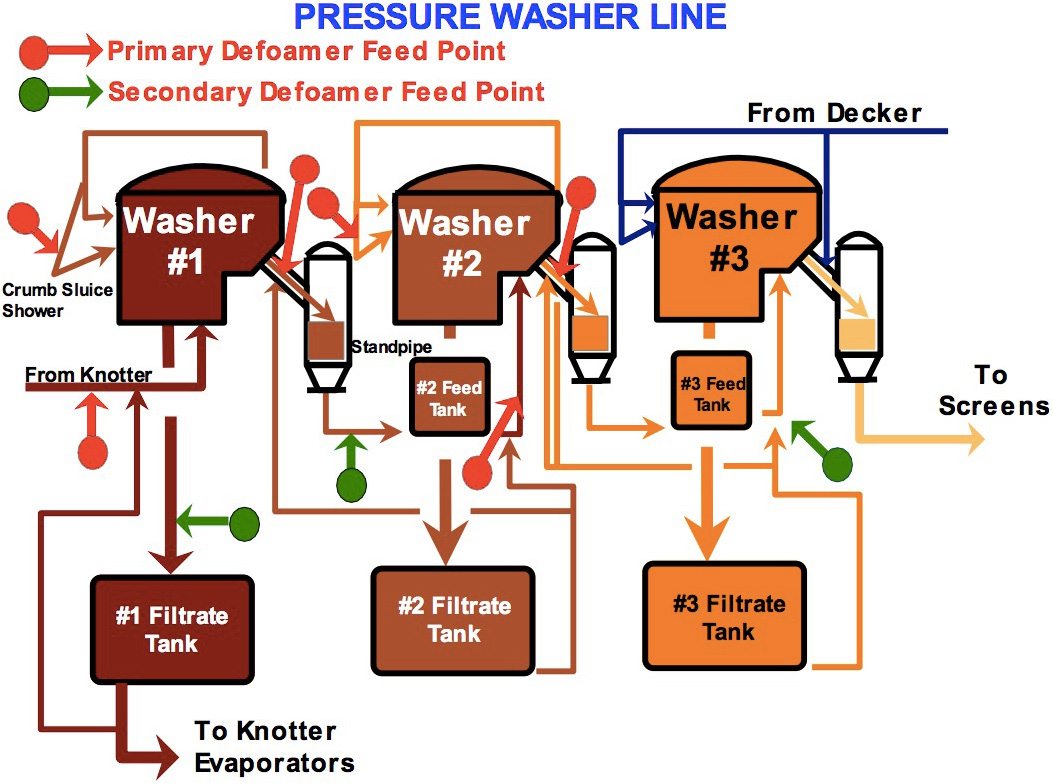
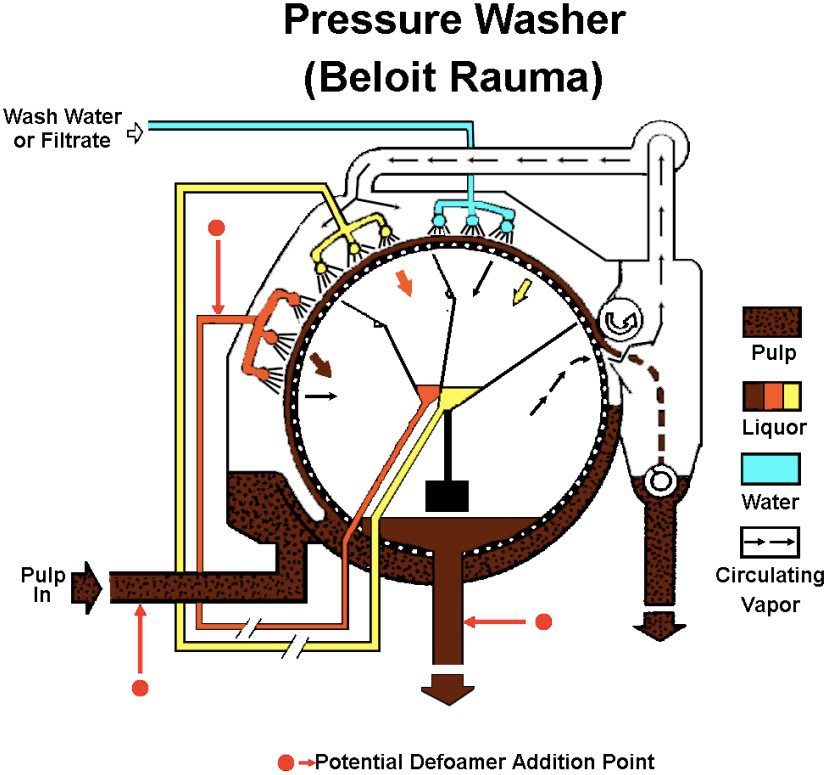
Other Pressure Washers
Some pressure washers resemble vacuum systems, with the exception that they are enclosed and pressure is used instead of vacuum to drain the stock and form the mat. The advantage is that with the internal drainage pan configuration two washing stages can be performed on one drum. Feed points to these systems are similar to those of vacuum systems.
Wash Presses
These washers are somewhat like a compaction baffle in that the stock is pumped past a baffle to create a mat, then passed through a pond to wash the mat. However, the stock is then squeezed between the drums to press the liquor out, achieving higher consistency.
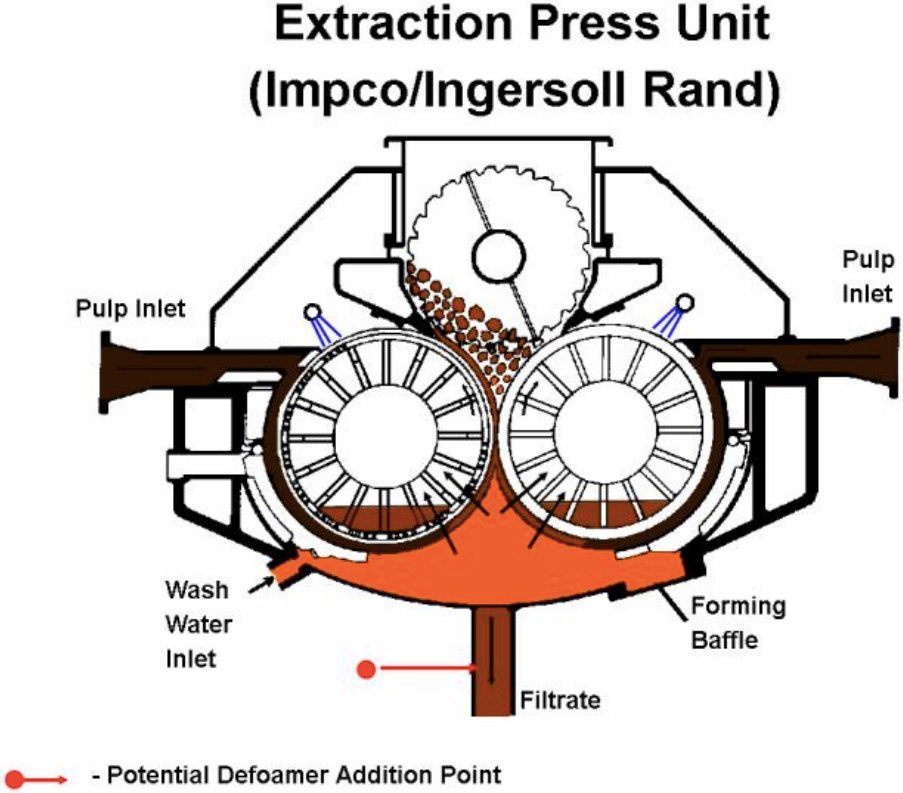
- Common feed point for this unit is to the filtrate from the unit.
Stock Screening
After the last washing stage the stock is passed through screens to remove fiber bundles. Most modern systems employ pressurized screens, but some older units exist which are unpressurized and create large amounts of air entrainment. The screens are followed by a washer (often called a “decker”), typically a vacuum type, to rethicken the stock prior to further operations. Most systems also use showers on this stage to utilize it as a final washing stage. Most feed points are used to control level of this final stage.
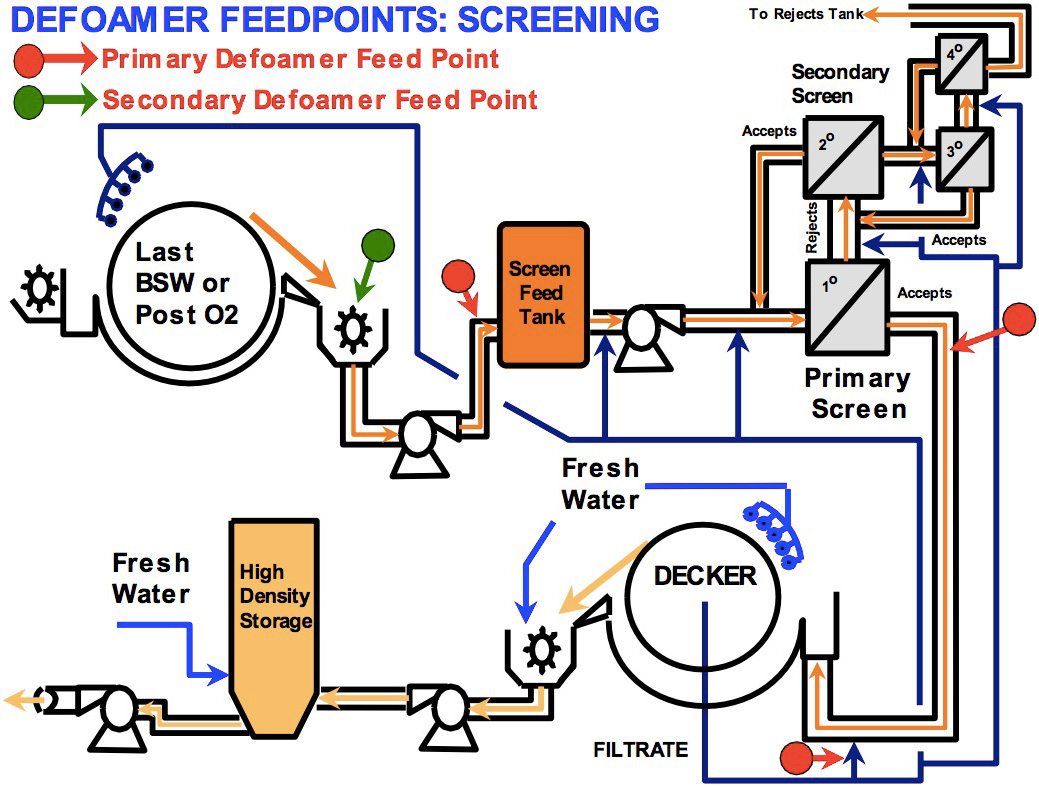
- Typical feed points are to the primary screen accepts or dilution line prior to the final washer. Older systems may use a feed prior to the screens to minimize foaming in the screen itself.
Oxygen Delignification
These systems employ a oxygen reactor to further delignification after washing and prior to bleaching. The system will generally use two post oxygen washers to clean the stock as more solids have been generated at this point. These washers are generally pressure type washers.
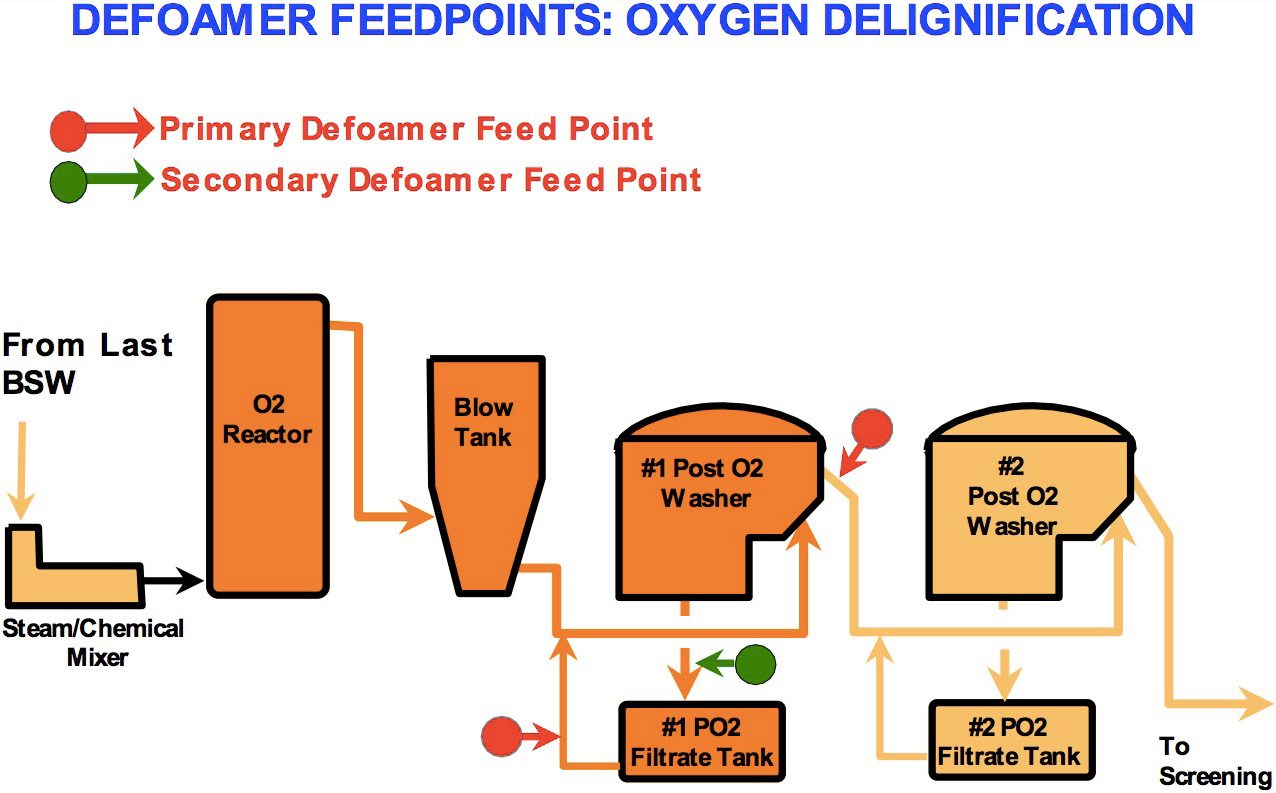
- Feed points are usually to the blow tank dilution or stock feed line to the first post oxygen washer. As with other pressure systems, the repulper of this washer or feed to the following stage are also common feed points.